
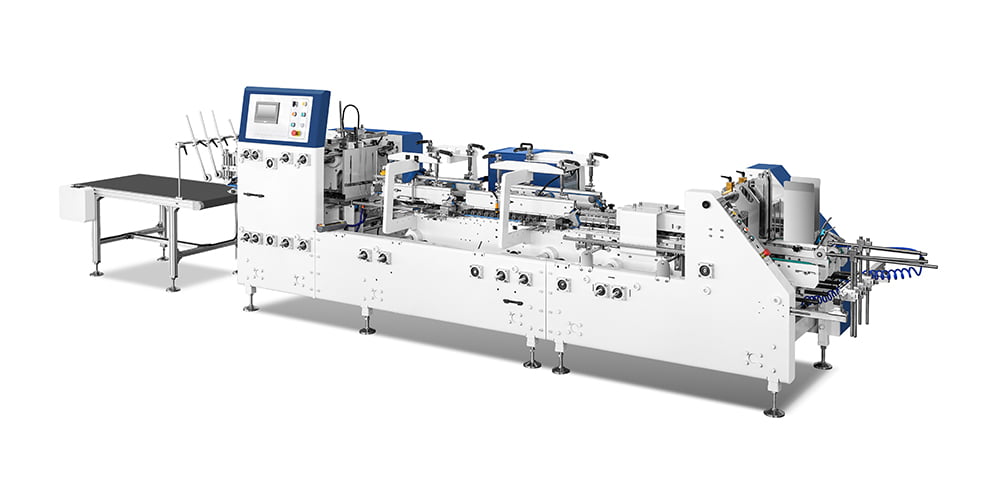
Dans un atelier d'emballage, un Colleur de dossiers automatique fonctionne généralement dans le cadre d’un flux connecté plutôt que d’une seule machine isolée. Une fois qu'il commence à fonctionner, plusieurs sections se déplacent ensemble, et même une petite inadéquation au début peut lentement se propager sur toute la ligne.
Avant l'utilisation, les travailleurs considèrent souvent la machine comme quelque chose qui nécessite un court « contrôle de réveil » plutôt qu'une utilisation immédiate à pleine charge. Cette habitude vient de l'expérience—de nombreux petits problèmes n'apparaissent pas lorsque la machine est inactive, mais n'apparaissent que lorsque les matériaux commencent à bouger en continu.
Une situation courante est que tout semble normal lors de la configuration, mais une fois la production démarrée, l'alignement du pliage ou le flux de colle commence à se déplacer légèrement. Ce petit changement n’arrêtera peut-être pas la machine, mais il peut affecter la cohérence du produit.
Dans les environnements de production réels, une inspection préalable au démarrage est généralement effectuée pour éviter :
L’idée est simple : quelques minutes de vérification peuvent éviter des interruptions plus longues par la suite.
Les pièces mécaniques d'une colleuse de dossiers automatique sont toujours soumises à des mouvements répétés. Même lorsque la machine ne fonctionne pas à pleine vitesse, une petite usure ou un léger relâchement peut toujours exister.
Les opérateurs commencent généralement par une vérification visuelle et manuelle des zones clés :
Un exemple pratique est la tension de la ceinture. S'il est légèrement lâche, les matériaux peuvent dériver pendant le mouvement. S’il est trop serré, le système peut créer une résistance supplémentaire, ce qui affecte lentement la stabilité.
Un autre point concerne les rouleaux. Ils peuvent encore tourner, mais une usure inégale peut provoquer des vibrations subtiles une fois que la machine fonctionne en continu.
Dans de nombreux ateliers, ce contrôle n’est pas effectué de manière strictement formelle. Elle est souvent basée sur le toucher, l’observation et la rotation manuelle lente des pièces lorsque la machine est éteinte.
Le système d'alimentation détermine la fluidité avec laquelle les matériaux pénètrent dans la machine. Si l’alimentation n’est pas stable, le reste du processus deviendra également irrégulier.
Avant de commencer, les opérateurs examinent généralement :
Un problème courant lors d’une utilisation réelle est l’apport inégal. Une feuille peut entrer légèrement plus vite ou plus lentement que la suivante. Au début, cela peut ne pas sembler grave, mais avec le temps, cela affecte le moment du pliage et le positionnement de la colle.
Dans certains cas, les problèmes d’alimentation ne sont pas causés par la machine elle-même, mais par la manière dont les matériaux sont placés. Une légère flexion ou un empilement inégal peuvent déjà créer de petites interruptions.
La section pliante est l'endroit où la forme du matériau commence à changer. Même un petit désalignement ici peut affecter l’apparence finale du produit.
Avant l’opération, une attention particulière est généralement accordée à :
Si les rails pliants ne sont pas correctement alignés, le matériau peut se déplacer légèrement pendant le mouvement. Ce changement est souvent faible au début mais devient plus visible après des cycles répétés.
Les opérateurs effectuent parfois un essai à sec sans charge complète de matériaux. Cela permet d’observer si le mouvement semble fluide ou légèrement inégal.
Dans les situations pratiques, la précision du pliage ne concerne pas seulement la position, mais également le timing entre les sections.
Le système de collage est sensible car il dépend du débit, des conditions de température et de la propreté de la buse. Même un petit blocage peut modifier les modèles de distribution.
Avant de commencer, les opérateurs vérifient généralement :
Un problème simple du monde réel est le séchage partiel à l’intérieur de la buse. Cela ne bloque peut-être pas complètement le flux, mais cela peut modifier la façon dont la colle est libérée.
Un autre facteur est la répartition inégale. Si la colle n’est pas appliquée de manière cohérente, la force de liaison peut varier selon les différentes parties du produit.
Certains ateliers effectuent un court cycle de test en utilisant un échantillon de matériau pour observer le comportement de la colle à une vitesse de mouvement normale.
| Zone du système | Focus sur l'inspection | Risque opérationnel lorsqu'il est négligé |
|---|---|---|
| Section d'alimentation | Comportement d'alignement et d'admission | Retard et mauvaise alimentation du matériel |
| Section pliante | Position du rail et équilibre de pression | Incohérence de forme |
| Système de collage | Stabilité du débit et état de la buse | Liaison inégale |
| Pièces mécaniques | État de la courroie, du rouleau et du joint | Vibration et dérive |
| Système de contrôle | Réponse et synchronisation du signal | Inadéquation de coordination |
Avant de démarrer, les systèmes électriques et de contrôle sont généralement vérifiés pour s'assurer que les réponses sont stables et prévisibles.
Les points clés incluent :
Les capteurs jouent un rôle important car ils guident le timing entre les sections. Si un capteur détecte un matériau trop tôt ou trop tard, le processus de pliage et de collage ne restera pas aligné.
La réponse de contrôle est également importante. Si les commandes sont retardées, même légèrement, la coordination entre les sections peut devenir inégale pendant le fonctionnement continu.
Les systèmes de sécurité sont vérifiés non seulement pour leur conformité, mais également pour leur réaction pratique lors de situations inattendues.
Les opérateurs confirment généralement :
L'arrêt d'urgence est souvent testé à basse vitesse ou au ralenti pour garantir qu'il réagit immédiatement lorsqu'il est enfoncé.
Les couvercles de sécurité sont également vérifiés pour s'assurer qu'ils sont correctement fermés et non desserrés, car les vibrations pendant le fonctionnement peuvent progressivement déplacer les pièces mal fixées.
Un essai a généralement lieu juste après les vérifications de base. Il ne s’agit pas d’une étape de production formelle, mais plutôt d’un test silencieux où la machine est autorisée à se déplacer à son rythme normal sans pression totale.
Sur le papier, tout peut paraître bien. Dans le mouvement réel, de petites choses commencent à apparaître. Une courroie qui semble normale à l'arrêt peut avoir un son légèrement différent une fois qu'elle continue de fonctionner. Une section pliante qui se déplace en douceur à la main peut présenter un léger retard lors du travail avec l'alimentation et le collage.
Durant cette étape, les opérateurs ont tendance à prêter attention à des signes simples :
si le timing de la colle correspond au flux de matière
Le son est souvent le premier indice. Une machine stable a généralement une tonalité de fonctionnement constante. Lorsque ce ton change dans certaines sections, cela signifie souvent que la charge n’est pas répartie uniformément.
Les vibrations sont une autre chose que les gens remarquent rapidement. Une petite vibration au début n’est pas inhabituelle, mais ce qui compte, c’est de savoir si elle reste la même ou si elle devient lentement plus forte.
Les essais sont également utiles pour le comportement de la colle. Même si le flux de colle semble correct lors des contrôles au ralenti, le timing réel lors d'un mouvement continu peut toujours modifier le résultat final.
Cette étape consiste moins à trouver de gros problèmes qu’à détecter de petites dérives avant que la production ne devienne continue.
L’état du matériau détermine souvent la douceur des premières minutes de fonctionnement. La machine peut être en bon état, mais un matériau irrégulier peut néanmoins créer de petites interruptions.
Avant de commencer, les matériaux sont généralement vérifiés de manière très pratique :
Un problème courant est la légère flexion. Cela peut ne pas paraître grave lorsque les matériaux sont empilés, mais pendant l'alimentation, cela peut provoquer des hésitations ou une consommation inégale.
L’état de surface joue également un rôle. La poussière ou l’humidité peuvent modifier discrètement le comportement de la colle plus tard. Parfois, la liaison semble bonne au début, mais devient moins stable après des cycles répétés.
L’empilement est un autre point souvent sous-estimé. Si le tas n’est pas correctement aligné, l’alimentation devient inégale. Une feuille peut entrer en douceur tandis que la suivante rencontre une résistance. Cette petite différence affecte lentement le calendrier de l’ensemble du processus.
Dans la pratique réelle en atelier, la préparation du matériel est souvent ajustée en même temps que la configuration de la machine, et non traitée comme une tâche distincte.
Même lorsqu’une machine est entièrement préparée, la personne qui l’utilise affecte toujours la stabilité du démarrage. Dans la production quotidienne, les petites réactions de l'opérateur décident souvent de la manière dont les premiers problèmes sont traités.
Avant de commencer, les opérateurs suivent généralement des habitudes simples :
L’expérience compte plus que les procédures complexes. Une personne familière avec la machine peut souvent sentir quand quelque chose ne va pas, avant même que cela ne devienne visible dans le produit.
Dans les configurations multi-personnes, la communication est également importante. Une personne peut gérer l’alimentation, une autre peut surveiller le rendement. Si le timing n’est pas clairement partagé, de petites incohérences peuvent apparaître entre les sections.
Un démarrage régulier est souvent moins une question de contrôle strict que de sensibilisation au cours des premiers cycles.
Les conditions environnementales sont faciles à négliger car elles ne semblent pas liées au mouvement mécanique au premier abord. En pratique, ils influencent lentement le comportement de la machine et du matériau.
Les changements de température peuvent affecter l’épaisseur de la colle. Lorsque la colle devient légèrement plus fine ou plus épaisse, son motif d’étalement change. Cette petite différence peut affecter la liaison même lorsque la machine fonctionne normalement.
L’humidité joue également un rôle silencieux. Dans un air plus humide, les matériaux peuvent sembler plus mous et légèrement moins stables lors du pliage. Dans des conditions plus sèches, ils peuvent devenir plus rigides et résister un peu plus au mouvement.
La poussière dans la zone de travail a tendance à s’accumuler lentement. Il peut se déposer sur des rouleaux ou des pièces d'alimentation et modifier la fluidité avec laquelle les matériaux se déplacent. Cela ne se produit pas soudainement, mais cela peut affecter la stabilité à long terme.
Le mouvement de l’air autour de la machine peut également influencer le comportement de séchage de la colle. Dans certaines configurations, un flux d'air inégal peut entraîner de petites différences dans la vitesse à laquelle la colle s'installe sur différentes sections.
Ces conditions ne sont généralement pas contrôlées directement par la machine, mais elles affectent néanmoins les résultats finaux du fonctionnement.
Comment les dossiers de maintenance influencent-ils les décisions préalables au démarrage ?
Les enregistrements de maintenance sont souvent traités comme des informations générales, mais en fonctionnement réel, ils aident à expliquer le comportement d'une machine au démarrage.
Avant de commencer à travailler, les techniciens reviennent souvent sur :
Une machine récemment réglée peut se comporter légèrement différemment au cours des premiers cycles. Ceci est normal et se règle généralement après une courte période de course.
Les enregistrements aident également à attirer l’attention. Si un certain rouleau ou une certaine section d'alimentation a déjà montré de l'usure, il fait souvent l'objet d'une observation plus approfondie avant de recommencer.
Dans de nombreux ateliers, ces dossiers ne sont pas seulement de la documentation. Ils font partie de la manière dont les opérateurs décident où surveiller plus attentivement pendant les premières minutes de fonctionnement.
Concentrez-vous sur la fourniture d’équipements de collage de dossiers de haute qualité aux clients du monde entier.



N° 3888, avenue Jiangnan, rue Nanbin, ville de Ruian, ville de Wenzhou, province du Zhejiang, Chine
Politique de confidentialité Droits d'auteur © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Usine de plieuses-colleuses à grande vitesse

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch











