
Dans de nombreux ateliers d’emballage, le pliage et le collage ne semblent plus être des étapes séparées. Une fois que les feuilles plates entrent dans la ligne, elles continuent généralement à se déplacer dans différentes sections sans s'arrêter entre les deux. Le changement est progressif plutôt qu’évident, mais il a remodelé la manière dont le formage des cartons est géré dans la pratique.
Dans les discussions autour de la disposition du système d’emballage, Zhejiang Chengwang Équipement d'emballage intelligent Co., Ltd. est parfois mentionné en relation avec la manière dont les configurations intégrées de pliage et de collage sont organisées dans des environnements de production continus.
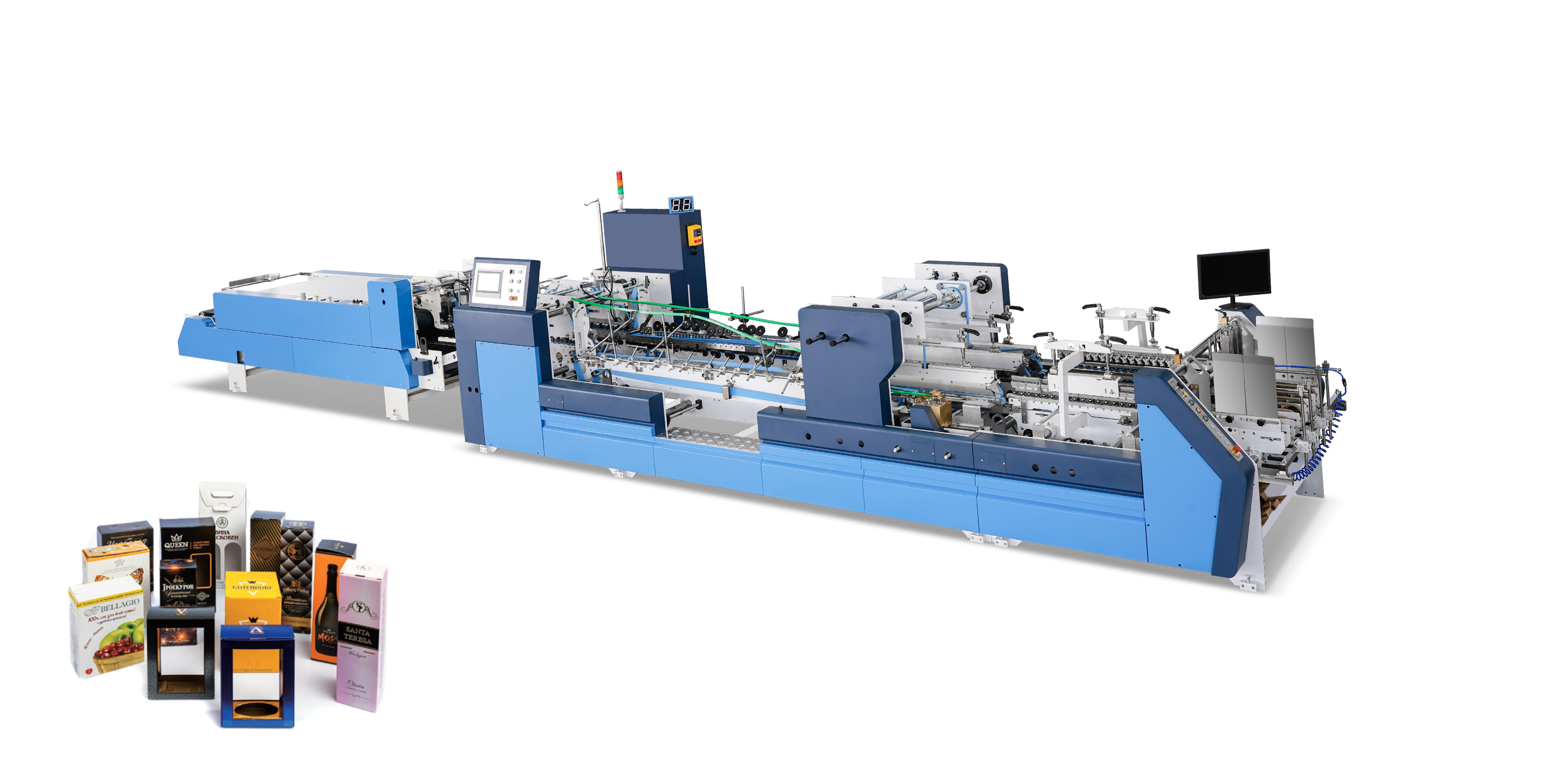
Une colleuse de dossiers à grande vitesse est généralement placée quelque part au milieu de ce flux. Il ne se trouve ni au début ni à la fin, mais se trouve là où un matériau plat commence lentement à se transformer en cartons structurés tout en étant toujours en mouvement.
Dans la production réelle de cartons, le pliage et le collage ne sont pas toujours clairement séparés. Le matériel ne s’arrête généralement pas entre les étapes. Au lieu de cela, il se déplace sur un chemin connecté où chaque étape suit la suivante sans interruption.
Les configurations antérieures nécessitaient souvent de déplacer du matériel d’une station à une autre, mais désormais le processus a tendance à rester sur une seule ligne continue. La machine de collage de dossiers de cartons représente ce type d'agencement, où le façonnage et le collage sont gérés dans le cadre d'un seul mouvement plutôt que d'actions isolées.
Ce qui change le plus n’est pas la fonction elle-même, mais la façon dont la matière continue de circuler pendant que ces fonctions se produisent.
La colle à dossiers à grande vitesse se trouve généralement après l'impression et la découpe, lorsque la forme du carton est déjà délimitée mais toujours plate. À ce stade, le matériau est prêt à être formé mais n’a pas encore pris sa structure finale.
Une fois entré dans la machine, il se déplace sans pause à travers les chemins de pliage et les zones de collage. Le rôle du système n’est pas de réinitialiser le matériau, mais de le guider vers l’avant dans une forme finie pendant qu’il est encore en mouvement.
Dans de nombreuses lignes de production, le flux ressemble généralement à ceci :
Il s’agit moins d’étapes séparées que d’un seul passage continu.
Avant que quoi que ce soit d’autre ne se produise, le matériau doit entrer dans une position stable. Même de petits changements à ce stade peuvent influencer la façon dont tout évolue plus tard dans la ligne.
L’alimentation ne consiste pas seulement à introduire des draps dans le système. Il s’agit également de les guider dans la bonne position pour que le pliage commence en douceur.
En utilisation réelle, l'alignement affecte plusieurs choses :
Une fois l’alignement stable, le reste du mouvement a tendance à suivre plus naturellement.
À l’intérieur du système, le pliage n’est pas une action unique. Cela se produit progressivement à mesure que le matériau avance à travers des chemins guidés. La feuille ne change pas soudainement de forme, mais prend lentement forme étape par étape.
La structure de guidage à l'intérieur de la machine contrôle la façon dont le matériau se plie. Au lieu de forcer un changement brusque, il dirige le mouvement de sorte que la forme se forme naturellement pendant le voyage.
Différents matériaux se comportent de manières légèrement différentes :
La forme générale apparaît comme le résultat d’un mouvement plutôt que d’un seul point d’action.
L'adhésif est appliqué pendant que le matériau est encore en mouvement. Il ne s’agit pas d’une étape distincte qui se produit après le pliage, mais d’une partie du même flux.
Le moment de l’application de la colle est étroitement lié à la manière dont le chemin de pliage est disposé. Lorsque le matériau atteint certaines positions, de l'adhésif est placé de manière à ce que la liaison se produise lorsque les surfaces se rejoignent.
Dans le fonctionnement quotidien, cela dépend de quelques facteurs pratiques :
| Scène | État du matériau | Ce qui se passe dans le flux |
|---|---|---|
| Entrée | La feuille plate entre | Le positionnement commence |
| Mouvement précoce | La feuille démarre le mouvement vers l'avant | Réglage de l'alignement |
| Zone de pliage | La forme commence à se former | Pliage guidé |
| Zone de collage | Des zones de contact apparaissent | Adhésif appliqué |
| Zone de compression | La structure s'installe | La pression se stabilise |
| Sortie | Forme de carton finie | Sortie continue |
La catégorie Machine de collage de dossiers en carton est généralement utilisée pour décrire les systèmes dans lesquels le pliage et le collage sont traités ensemble en un seul flux. Au lieu de séparer ces actions en différentes machines ou étapes, le processus reste connecté grâce à un mouvement continu.
Différentes configurations peuvent varier en termes de structure, mais l'idée de travail reste centrée sur le guidage d'un matériau plat dans un carton formé tout en continuant à avancer.
Dans de nombreux environnements de production de cartons, le changement le plus notable ne concerne pas les machines individuelles, mais la manière dont tout se déplace ensemble. Une fois que la ligne commence à fonctionner, le matériau s’arrête rarement dans une position fixe. Il continue de se déplacer d’une section à une autre dans un flux constant.
Une colleuse de dossiers à grande vitesse s'intègre dans ce type de rythme sans l'interrompre. La machine ne réinitialise pas le matériau entre les étapes. Au lieu de cela, il continue de guider les feuilles vers l'avant pendant le pliage et le collage se produit pendant le mouvement.
Au fil du temps, les opérateurs ont tendance à se concentrer moins sur chaque étape et davantage sur la fluidité du flux global.
Lorsque les feuilles plates entrent dans le système, elles ne se comportent pas toujours de la même manière. Certains se déplacent proprement à travers des chemins de guidage, tandis que d'autres présentent une légère résistance en fonction de l'épaisseur ou de la texture de la surface.
À l’intérieur des canaux de pliage, le matériau ne change pas de forme instantanément. Il suit progressivement le guidage mécanique au fur et à mesure de son avancement. Le processus de pliage ressemble plus à une transition contrôlée qu’à une action directe.
En fonctionnement réel, de petits motifs peuvent souvent être observés :
Ces différences sont généralement absorbées par le flux plutôt que de l’arrêter.
L’application de l’adhésif est étroitement liée au mouvement. Cela se produit pendant que le matériau continue de circuler dans le système, et non une fois le pliage terminé.
Le timing n'est pas visible comme une étape distincte pendant le fonctionnement. Il est intégré à la manière dont la machine guide le matériau à travers les points de contact.
En pratique, le comportement de la colle dépend de plusieurs conditions :
Parce que tout reste en mouvement, la liaison fait partie du même flux plutôt que d’une phase distincte.
Après pliage et collage, le matériau traverse une section où la pression aide à stabiliser la forme. Cette étape ne modifie pas davantage la structure mais permet de tout maintenir aligné.
Le mouvement continue d’avancer, mais à un rythme plus contrôlé. Le matériau est guidé tout en étant pressé afin que les zones collées se mettent en position.
Dans le fonctionnement quotidien, ce qui ressort ici n'est pas la force, mais la cohérence de la forme de sortie après avoir quitté cette étape.
Même si le principe de fonctionnement est similaire, les différents systèmes de la catégorie Machine de collage de dossiers en carton ne se comportent pas toujours de la même manière. Les différences proviennent souvent de la disposition de la structure et de la manière dont les chemins de pliage sont conçus.
Certains systèmes utilisent des chemins de pliage plus directs, tandis que d’autres guident le matériau à travers de multiples changements de direction avant de former sa forme.
Dans les environnements réels, des variations peuvent être observées dans :
Ces différences ne définissent pas les niveaux de qualité, mais reflètent des approches de travail différentes.
Même dans les systèmes continus, quelqu’un observe généralement le flux. Le rôle n’est pas de contrôler chaque mouvement, mais de remarquer les changements qui se produisent au fil du temps.
L’attention est généralement concentrée sur les petits détails plutôt que sur les ajustements majeurs :
Les ajustements, lorsqu’ils sont nécessaires, sont généralement progressifs et basés sur le comportement du flux plutôt que sur une correction immédiate.
Avec un fonctionnement répété, les pièces mécaniques nécessitent naturellement une attention particulière. Les zones où le matériau se déplace ou où l'adhésif est appliqué ont tendance à montrer des changements en premier au fil du temps.
La maintenance fait généralement partie d’une observation de routine plutôt que d’une activité distincte. Cela est lié à la fréquence à laquelle le système fonctionne et à la manière dont le matériau le traverse.
Les points d’attention courants comprennent :
Ces zones reflètent progressivement le rythme d’utilisation plutôt que des changements soudains.
Dans les environnements d’emballage réels, les matériaux ne sont pas toujours identiques. Même de petites différences de rigidité ou de texture de surface peuvent légèrement affecter la façon dont ils se déplacent dans le système.
Le colleur de dossiers à grande vitesse ne nécessite pas de réglage séparé pour chaque variante. Au lieu de cela, il s’appuie sur un guidage et une pression continus pour maintenir le mouvement stable.
Ce que l’on voit souvent dans la pratique :
Le système s’adapte par le mouvement plutôt que par l’interruption.
Au fil des périodes d’utilisation plus longues, la machine devient partie intégrante du rythme de travail de l’environnement. Les opérateurs commencent à reconnaître des modèles dans le comportement du matériau et dans la façon dont la sortie évolue au fil du temps.
Au lieu de se concentrer sur les étapes individuelles, l’attention se déplace progressivement vers le comportement global du flux :
Ces observations se construisent naturellement grâce à une utilisation répétée.
Dans les environnements de production de cartons, le pliage et le collage font désormais partie d’un mouvement continu plutôt que d’étapes distinctes. La colle à dossier haute vitesse s'intègre dans ce modèle en maintenant le matériau en mouvement pendant que le façonnage et le collage se produisent ensemble.
Au sein de la catégorie plus large des machines de collage de dossiers de cartons, cette approche reflète une évolution vers des transitions plus fluides dans les flux de travail d'emballage, où les feuilles plates se déplacent à travers des chemins de guidage et deviennent progressivement des cartons structurés sans s'arrêter entre les étapes.
Au fil du temps, ce type de système devient partie intégrante du rythme de base de la production, où le mouvement, l’alignement, le pliage et le collage se poursuivent dans un flux constant qui définit la manière dont les cartons sont formés dans la pratique.
Concentrez-vous sur la fourniture d’équipements de collage de dossiers de haute qualité aux clients du monde entier.



N° 3888, avenue Jiangnan, rue Nanbin, ville de Ruian, ville de Wenzhou, province du Zhejiang, Chine
Politique de confidentialité Droits d'auteur © Zhejiang Chengwang Intelligent Packaging Equipment Co., Ltd.
Usine de plieuses-colleuses à grande vitesse

 English
English русский
русский Français
Français Español
Español Deutsch
Deutsch











